- [04-09]如何检测H7N9禽流感及预防?
- [08-31]LJC-70离子交换纯水器使用说明书
- [07-01]D2010W电动搅拌器使用说明书
- [07-01]H2004G电动搅拌器使用说明书
- [07-01]SH05-3恒温磁力搅拌器使用说明书
- [07-01]H2010G电动搅拌器使用说明书
- [07-01]H2025G电动搅拌器使用说明书
- [07-01]D2025W电动搅拌器使用说明书
- [07-01]D2015W电动搅拌器使用说明书
- [07-01]D2004W电动搅拌器使用说明书
- [12-15]硬度单位换算表,布氏洛氏维氏硬度换算公式
- [02-25]DDS-11A型数字电导率仪说明书
- [03-14]高效液相色谱仪操作步骤
- [07-08]电热蒸馏水器使用说明书
- [06-12]101系列电热鼓风干燥箱使用说明书
- [11-30]电子天平的使用方法
- [12-17]电导率和TDS浓度对照表转换表
- [09-24]游标卡尺如何读数
- [05-04]化学实验中玻璃器皿及实验耗材的使用介绍
- [08-13]在硬度中VpN是什么意思
HLN-11系列里氏硬度计说明书
HLN-11系列里氏硬度计产品图片及各组成部分名称
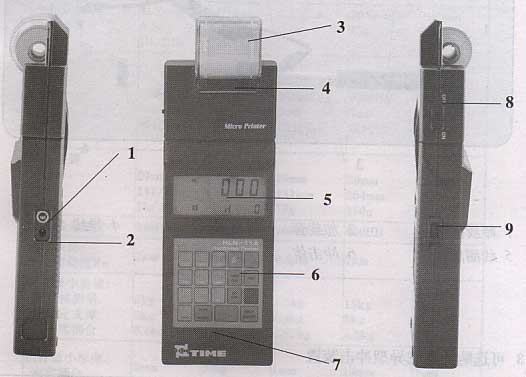
1.1主机与打印机
1.冲击装置插口
2、充电插口
3、打印机仓盒
4、打印机
5、液晶屏
6、键盘
7、主机
8、打印开关
9、电源开关
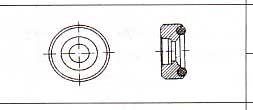
1.2 D型冲击装置

1、释放按扭 2、加载套 3、导管 4、导线
5、线圈部件 6、冲击体 7、支撑环
1.3 可选购的其他异型冲击装置

1.4冲击装置技术参数
冲击装置技术参数一览表
|
冲击装置 |
D/DC/DL |
D+15 |
C |
G |
E |
|
冲击能量 冲击体质量 |
11Nmm 5.5g DL:7.3g |
11Nmm 7.8g
|
2.7Nmm 3.0g
|
90Nmm 20g
|
11Nmm 5.5g
|
|
球头: 硬度 直径 材料 |
1600HV 3mm 碳化钨 |
1600HV 3mm 碳化钨 |
1600HV 3mm 碳化钨 |
1600HV 5mm 碳化钨 |
1600HV 5mm 碳化钨 |
|
冲击装置 直径 长度 重量 |
20mm 147/86mm 75/50g |
20mm 162mm 80g |
20mm 141mm 75g |
30mm 254mm 250g |
20mm 155mm 80g |
|
试件最大硬度 |
940HV |
940HV |
1000HV |
650HB |
1200HB |
|
试件表面: 平均粗糙度Ra |
2μm |
2μm |
0.4μm |
7μm |
2μm |
|
试件最小重量:可直接测量 需稳定支撑 需密实耦合 |
5kg 2kg 0.1kg |
5kg 2kg 0.1kg |
1.5kg 0.5kg 0.02kg |
15kg 5kg 0.5kg |
5kg 2kg 0.1kg |
|
试件最小厚度: 密实耦合 硬化层最下小厚度 |
3mm 0.8mm |
3mm 0.8mm |
1mm 0.2mm |
10mm 1.2mm |
3mm 0.8mm |
|
球头压痕尺寸: |
|
|
|
|
|
|
硬度300HV时压痕直径 压痕深度 |
0.54mm 24μm |
0.54mm 24μm |
0.38mm 12μm |
1.03mm 53μm |
0.54mm 24μm |
|
硬度600HV时压痕直径 压痕深度 |
0.54mm 17μm |
0.54mm 17μm |
032mm 8μm |
0.90mm 41μm |
0.54mm 17μm |
|
硬度800HV时压痕直径 压痕深度 |
0.35mm 10μm |
0.35mm 10μm |
0.350mm 7μm |
|
0.35mm 10μm |
2、硬度计性能及应用
本硬度计是一种先进的手持式硬度测试仪器。该产品具有易携带、测试精度高、测量范围宽、操作方便并适用于所有常用金属等特点。因此可以广泛应用在石油、化工、机械、电子等各种行业。
2.1 主要用途
已安装的机械或永久性组装部件:
模具型腔;
重型工件;
压力容器,汽轮发电机组及其他设备的失效分析‘
如机床主轴孔壁及沟槽底部等狭小空间;
轴承及其他零件生产流水线;
要求对测试结果有正规原始记录;
金属材料仓库的材料区分。
2.2 主要技术参数
示值误差:相对误差±0.8%(HLD=800时)
示值重复性相对误差±0.8%(HLD=800时)
工作温度:0-40℃
工作电压:4.7V-6.0V
重量:0.675KG
(标准培植:硬度计主机+打印机+D型冲击装置)
2.3 主要功能
自动识别冲击装置种类(D、DC、D+15、C、G、E)
可通过键盘输入测试日期及测试代号
可通过键盘选择测试材料及测试方向
可实现六中硬度(HL、HRC、HRB、HB、HV、HS)间的相互转换及硬度与抗拉强度
(δb)间的相互转换;
可反复显示各次测试结果,并可删除粗大误差;
全屏幕显示现场的测试状态及测试值;
可打印任意份数的测试结果;
可随意输出仪器现场工作状态;
自动检测电池电压,当工作电压低于额定值时,自动报警;
打印机与主机可分离。
2.4 、拟和软件
对于一些特殊材料的试样,用户可使用公司提供的拟和曲线软件做专用换算表。在实际生产中,使用的金属材料多种多样,由于里氏硬度计对材料的加工方式、材料和金元素组成敏感,而里氏硬度计芯片中储存的硬度换算表不可能都满足用户的需要,用户在测试中,是材料合金元素组成的原因造成测试不准确的问题,可以使用拟和软件制作自己专用的硬度换算表。
|
材料 |
硬度制 |
冲击装置 | ||||||
|
D/DC |
D+15 |
C |
G |
E |
DL | |||
|
Stell and cast stell 钢铁和铸铁 |
HRC |
17.9-68.5 |
19.3-67.9 |
20.0-69.5 |
|
21.9-70.5 |
20.6-68.2 | |
|
HRB |
59.6-99.5 |
|
|
47.7-99.9 |
|
| ||
|
JRA |
|
|
|
|
|
| ||
|
HB |
93-651 |
80-638 |
80-683 |
90-646 |
84-656 |
81-646 | ||
|
HV |
83-976 |
80-937 |
80-996 |
|
84-1027 |
80-950 | ||
|
HS |
32.2-99.5 |
33.3-99.3 |
31.9-99.6 |
|
35.5-102.8 |
30.6-96.8 | ||
|
CWT、ST合金工具钢 |
HRC |
20.4-67.1 |
|
|
|
22.2-70.2 |
| |
|
HV |
80-898 |
|
|
|
83-1009 |
| ||
|
GC、IRON 灰铸铁 |
HRC |
|
|
|
92-326 |
|
| |
|
HB |
93-334 |
|
|
|
|
| ||
|
HV |
80-898 |
|
|
|
|
| ||
|
NC、IRONQ球墨铸铁 |
H RC |
|
|
|
|
|
| |
|
HB |
131-387 |
|
|
127-364 |
|
| ||
|
HV |
|
|
|
|
|
| ||
|
C.ALUM铸铝合金 |
HB |
30-159 |
|
|
|
|
| |
|
HRB |
|
|
|
|
|
| ||
|
BRASS铜锌合金 |
HB |
40-173 |
|
|
|
|
| |
|
HRB |
13.5-95.3 |
|
|
|
|
| ||
|
BRONZE铜锡合金 |
HB |
60-290 |
|
|
|
|
| |
|
COPPER纯铜 |
HB |
45-315 |
|
|
|
|
| |
2.5 测试及换算范围
|
序号 |
材料 |
LD |
σb(MPA) |
|
1 |
C碳钢 |
350-710 |
374-1670 |
|
2 |
Gr铬钢 |
500-730 |
707-1829 |
|
3 |
GrV铬钒钢 |
500-750 |
704-1980 |
|
4 |
CrNi铬镍钢 |
500-749 |
763-1999 |
|
5 |
CrMo铬钼钢 |
500-730 |
721-1813 |
|
6 |
CrNiMo 铬镍钼钢 |
540-730 |
844-1869 |
|
7 |
CrMnSi铬锰硅钢 |
500-750 |
755-1993 |
|
8 |
SSST超高强度钢 |
630-740 |
1180-1936 |
|
9 |
SST不锈钢 |
500-710 |
703-1676 |
3、里氏硬度计测试原理
3.1基本原理
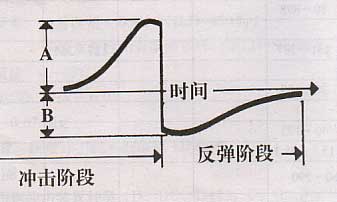
随着单片机技术的发展,1978年瑞士人Leeb博士首次提出了一种全新的测硬方法。它的基本原理是具有一定质量的冲击体在一定的试验力作用下冲击试样表面,测量冲击体距试样表面1mm处的冲击速度与回跳速度,利用电磁原理,感应出与速度成正比的电压。里氏硬度值以冲击体回跳速度与冲击速度之比来表示,较硬的材料产生的反弹速度大于较软者。计算公式:
HL=1000×Vb/Va
式中:HL———里氏硬度值
Vb———冲击体回跳速度
Va————冲击体冲击速度
3.2冲击装置输出信号示意图
3.3里氏硬度计
根据里氏原理设计生产的硬度计叫里氏硬度计,它用于金属材料硬度的测试。具有测量范围宽,测试方向任意等优点。
3.4里氏硬度值符号
其他硬度测试方法在改变压头和试验力(载荷)时,其测试值不同。同样,里氏硬度测试在采用不同种类的冲击装置时,不同的冲击装置换算关系亦有所区别。
由于结构不同,故换算其他硬度值后书写符号应符合下列形式:
例如:采用C型冲击装置测得的肖氏硬度值书写方式应为52.8HSLC;
采用D+15型冲击装置测得的维氏硬度书写方式应为354HVLD+15
采用D型冲击装置的洛氏C硬度值书写方式为35.9HRCLD。
4、试件预处理
4.1 被测表面的准备
被测表面过于粗糙,则会引起测量误差。因此,试件的被测表面必须露出金属光泽,并且平整、光滑、不得有油污。
4.2 曲面
当被测表面曲率半径R小于30mm(D、DC、D+15、C、E、DL型冲击装置)和小于50mm(G型冲击装置)的试件在测试时应使用小支承环。
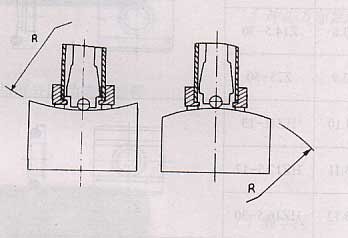
为方便各种异型的曲面的测试,对D、DC、D+15、C、E型冲击装置,请参照下表选用异型支承环。
异型支承环系列表(见下页)
4.3 试件的支承
对重型试件,不需要支承;
对中型试件,必须置于平坦、坚固的平面上,试件必须绝对平稳置放,不得有任何晃动;
对轻型试件;必须与坚固的支承体紧密耦合,两耦合表面必须平整、光滑、耦合剂用量不要太多,测试方向必须垂直于耦合平面;
当试件为大面积板材、长杆、弯曲件时候,即使重量、厚度较大仍可引起试件变形和失稳,导致测试值不准,故应在测试点的背面加固或支承。
4.4试件本身磁性应小于300高斯
异型支承环系列表
|
序号 |
代号 |
型号 |
简图 |
备注 |
|
1 |
03-03.7 |
Z10-15 |
|
测外圆柱面 R10-R15 |
|
2 |
03-03.8 |
Z14.5-30 |
测外圆柱面 R14.5-R30 | |
|
3 |
03-03.9 |
Z25-50 |
测外圆柱面 R25-R50 | |
|
4 |
03-03.10 |
HZ11-13 |
|
测外圆柱面 R11-R13 |
|
5 |
03-03.11 |
HZ12.5-17 |
测外圆柱面 R12.5-R17 | |
|
6 |
03-03.12 |
HZ16.5-30 |
测外圆柱面 R16.5-R30 | |
|
7 |
03-03.13 |
K10-15 |
|
测外圆柱面 SR10-SR15 |
|
8 |
03-03.14 |
K14.5-30 |
测外圆柱面 SR14.5-SR30 | |
|
9 |
03-03.15 |
HK11-13 |
|
测内球面SR11-SR13 |
|
10 |
03-03.16 |
HK12.5-17 |
测内球面SR12.5-SR17 | |
|
11 |
03-03.17 |
HK16.5-30 |
测内球面 SR16.5-SR30 | |
|
12 |
03-03.18 |
UN |
|
测外圆柱面 半径可调R10-∞ |



5、使用与操作

液晶屏分区功能示意图

键盘分区功能示意图
1、硬度制显示值
2、示值显示区
3、测试次数显示区
4、材料代号显示区
5、冲击方向显示区
1、数字区
2、功能区
5.1 启动
先将冲击装置导线插头插入冲击装置插口,按下电源开关,此时电源接通,
液晶屏全屏显示二秒种后,示值显示区右起三位数字显示“00.0:;其余恢复显示上次关机前的状态。如果您需要的测试参数与当前状态相符时,便可进行测试。否则应通过键盘重新设置。
5.2 设置测试参数
设置测试日期。按 键然后按数字键,依次输入、年、月、日。年、月、日均以两位数字显示,每次输入正确后均按一次
键然后按数字键,依次输入、年、月、日。年、月、日均以两位数字显示,每次输入正确后均按一次 键。若输入有误,可按
键。若输入有误,可按  键删除,然后重新输入。注意每按一次键可删除一个数字。
键删除,然后重新输入。注意每按一次键可删除一个数字。
设置测试代号
此功能可以使用户对每组测试做出标记。
按  键的同时按数字键,示值显示区便会显示所按数字,设置完毕放开
键的同时按数字键,示值显示区便会显示所按数字,设置完毕放开  键。
键。
设置冲击方向
根据测试时冲击装置冲击时的实际方向设置此参数,按 键,可循环选择五个冲击方向,
键,可循环选择五个冲击方向,
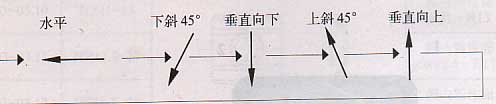
设置的参数在冲击方向显示区会显示相应标记。
设置硬度制
按  键可循环选择六种硬度制。
键可循环选择六种硬度制。

设置的参数在硬度制显示区会显示出相应标记。
设置抗拉强度
按  键可选择强度。
键可选择强度。
设置被测材料
设置的参数在硬度制显示区会显示出相应标记。
设置被测材料
按数字键,材料代号显示取将显示所按数字。
数字所代表的被测材料见下表;
|
材料代号 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
测硬度 |
钢和铸钢Stell and Cast stell |
合金工具钢CWT。ST |
铸铝合金C。ALUM |
灰铸铁GC.IRON |
球墨铸铁NC.IRON |
白口铸铁WP.IRON |
铜锌合金BRASS |
铜锡合金BRONZE |
纯铜COPPER |
|
测强度 |
碳钢C |
铬钢Cr |
铬钒纲 CrV |
铬镍钢 CrNI |
铬钼钢 CrNIMo |
铬镍钼钢CrNiMo |
铬锰硅钢CrMnSi |
超高强度钢SSST |
不锈钢SST |
5.3 进行测试
测试前如有必要可先使用随机试块对仪器进行检验.
随机试块的数值是用表顶过的里氏硬计,在其上垂直向下测定5次,取其算术平均值作为随机试块的硬度值.
加载
向下推动栽套,使冲击体被锁住。见图(1)
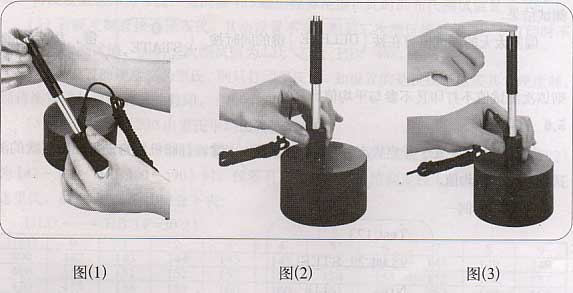
定位
将冲击装置下部的支承环压紧在被测表面,两次测试点距离应≥3mm。见图(2)
启动
按动冲击装置上部的释放按钮,进行测试。测试要求被测工件、冲击装置、操作者均稳定,并且作用力方向应通过冲击装置州线。见图(3)
每次测试结束后,示值显示区便显示出该次测试的硬度值或强度值、同时测试次数增一。
若测试值显示“E”,表示超出换算范围,则本次测试无效。测试次数显示区显示的数字不变。
5.4显示本组平均值
通常,测试值应是3-5次或更多次测试的平均值,但每组测试次数不能超过9次,否则,前9次测试值不予保留。
按  键,示值显示区便会显示出本组测试的硬度或强度的平均值,同时在测试次数显示区的左下角出现“Ave”提示符号,本组测试结束,再按 键,将开始下一组测试。
键,示值显示区便会显示出本组测试的硬度或强度的平均值,同时在测试次数显示区的左下角出现“Ave”提示符号,本组测试结束,再按 键,将开始下一组测试。
5.5 检查测试结果结束
按  键,可查看前一次的测试结果,按
键,可查看前一次的测试结果,按  键,可查看后一次的测试结果。偏差太大的测试值可在按
键,可查看后一次的测试结果。偏差太大的测试值可在按  键同时按
键同时按  键,将其删除,则该次测试值不打印且不参与平均值计算。
键,将其删除,则该次测试值不打印且不参与平均值计算。
5.6打印
使打印机开关置于开启状态,按  键,打印机将自动打印出各次的测试结果及其平均值。
键,打印机将自动打印出各次的测试结果及其平均值。
打印示例一

说明
测试次数:123;测试日期98。04.29;被测材料:钢和铸钢。
硬度制:里氏 D型冲击装置;平均值:HLD=732
打印示例二
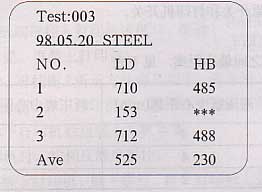
说明
(1)测试次数:003;测试日期98.05.20;被测材料:钢和铸钢。硬度制:里氏。D型冲击装置。
(2)打印结果出现“*********”是由于硬度制选择里氏,当测试结果结束后按  键,将硬度值选择为布氏。里氏值153超出换算范围,此时的布氏测试值显示“E”。
键,将硬度值选择为布氏。里氏值153超出换算范围,此时的布氏测试值显示“E”。
(3)若硬度制直接选择布氏,其余设置不变,则第二次测试值显示“E”打印时不出现第三次测试值,而第二次测试值为LD:712;HB:448。
(4)如设置的硬度制为里氏,则只打印里氏值,如设置的是抗拉强度或其他硬度制,则将换算值与里氏值一并打印。
(5)布氏平均值230由里氏平均值转换得出。
测试钢的布氏硬度:当被测零件(或硬度块)系锻造工艺成型,且HB(F=30D^2)为 142-305(HLD400-590)时,仪器自动换算的测试值误差教大。此时,硬度制应选里氏。根据HLD平均值查下表:
HLD←→HB(F=30^2)
|
HLD |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
400 |
142 |
143 |
144 |
145 |
145 |
146 |
147 |
148 |
149 |
149 |
|
410 |
150 |
151 |
152 |
152 |
153 |
154 |
155 |
155 |
156 |
157 |
|
420 |
157 |
158 |
159 |
160 |
160 |
161 |
162 |
163 |
163 |
164 |
|
430 |
165 |
166 |
166 |
167 |
168 |
168 |
169 |
170 |
171 |
171 |
|
440 |
172 |
173 |
174 |
174 |
175 |
176 |
176 |
177 |
178 |
179 |
|
450 |
179 |
180 |
181 |
182 |
182 |
183 |
184 |
184 |
185 |
186 |
|
460 |
187 |
187 |
188 |
189 |
190 |
190 |
191 |
192 |
193 |
193 |
|
470 |
194 |
195 |
196 |
196 |
197 |
198 |
198 |
199 |
200 |
201 |
|
480 |
202 |
202 |
203 |
204 |
205 |
205 |
206 |
207 |
208 |
208 |
|
490 |
209 |
210 |
211 |
211 |
212 |
213 |
214 |
215 |
215 |
216 |
|
500 |
217 |
218 |
219 |
219 |
220 |
221 |
222 |
223 |
224 |
224 |
|
510 |
225 |
226 |
227 |
228 |
229 |
229 |
230 |
231 |
232 |
233 |
|
520 |
234 |
235 |
235 |
236 |
237 |
238 |
239 |
240 |
241 |
242 |
|
530 |
242 |
243 |
244 |
245 |
246 |
247 |
248 |
249 |
250 |
251 |
|
540 |
252 |
253 |
254 |
255 |
256 |
257 |
258 |
258 |
259 |
260 |
|
550 |
261 |
262 |
263 |
264 |
265 |
266 |
268 |
269 |
270 |
271 |
|
560 |
272 |
273 |
274 |
275 |
276 |
277 |
278 |
279 |
280 |
281 |
|
570 |
282 |
284 |
285 |
286 |
287 |
288 |
289 |
290 |
292 |
293 |
|
580 |
294 |
295 |
296 |
297 |
299 |
300 |
301 |
302 |
303 |
305 |
5.7 测试结果
测试结束后,关掉电源开关和打印机开关。
5.8附加说明
各冲击装置冲击点之间最小距离:见下表
|
冲击装置类型 |
两压痕中心距离(mm) |
两压痕中心距试样边缘距离(mm) |
|
D、DC、D+15、E、DL |
3 |
5 |
|
G |
4 |
8 |
|
|
2 |
4 |
测试日期及测试代号可在测试过程中随时修改;
设置的硬度制或强度以及被测材料可在测试过程中随时修改。本组所有测试值按新参数换算;
设置的冲击方向可在测试过程中随时变换,变换前的测试值不变,变换后的测试值按新设置的冲击方向自动修正;
测试中可随时按  键,查看仪器当前工作状态;
键,查看仪器当前工作状态;
测试结果可打印任意数,并可按新设置的参数随时打印,每次打印均为本组各次的测试值及其平均值。
测试结果离散度大,原因如下;
(1)两压痕中心距离不符合要求(见上表)
(2)两压痕中心距离试样边缘距离不符和要求(见上表)
(3)试件表面粗糙度不符合要求(见第3页)
(4)材料自身的原因。
6、保养
严格避免碰撞、重尘、潮湿、强磁场、油污等
6.1冲击装置
在使用1000-2000次后,要用尼龙刷清理冲击装置的导管及冲击体,清刷导管时先将支承环旋下,再将冲击体取出,将尼龙刷以逆时针方向旋入管内,到底后拉出,如次反复5-6次清刷后,再将冲击体释放;
冲击装置内绝对禁止是哟内各种润滑剂。
6.2主机及打印机
定期给主机充电,一般工作8-24小时充电一次,每次充电8小时;
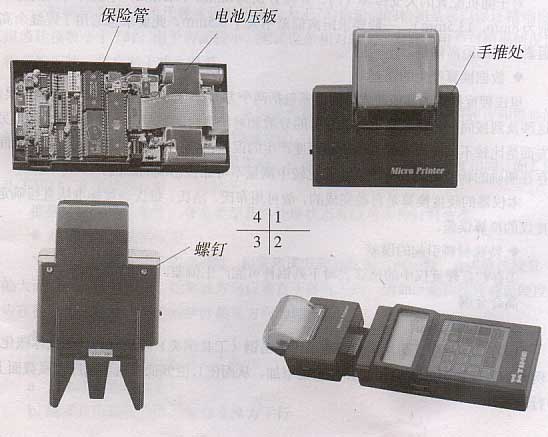
更换打印机指时如图1所示,在“在手推处”向前下方推定打印纸盖,并取下。装上打印纸后,将打印纸端部插入打印机进纸口按动  键,直至打印纸端部穿出打印机并突出外壳,再装上打印盖;
键,直至打印纸端部穿出打印机并突出外壳,再装上打印盖;
不用打印机时,可按图2所示方法将其卸下,注意用力要均匀,方向要正确,以免损坏壳体。为使用用方便,拆下打印机后,还可将支架插板和支架装上。为保证打印机联结口工作可靠,拆下打印机后应装上主机堵塞;
重新使用打印机时,按相反顺序操作。
更换色带:先拆下打印机,旋下螺钉、打开打印机上盖,更换色带后应按色带上的箭头指示方向旋动旋钮。拉紧色带。(见图3)
更换电池:在主机内装有串联联结的4节5号Ni-cd可充电电池,一般工作寿命3年。电池失效后,用户可自行更换,其程序是:
(1)旋下主机背后的四只螺钉,分开上、下盖;
(2)拆下电池压板,打开电源插头,取出已实效电池;
(3)将新电池按原样连线并装上电源插头(注意正、负级不要接反)。
(4)新电池就位,装上电池压板,插上电源插头,打开电源开关检查工作是否正常;
(5)合好上、下盖后旋紧四只螺钉。
(见图4)
影响测试精度的几个问题
由于里氏硬度计是在动态力作用下测定金属硬度的,所以影响测试结果准确性的因素比较多,故应对这些应素加以一定的限制,主要包括:试验条件、试验对象、操作技术和数据处理等几个关键环节,下面将就一些具体问题探讨一下:
试件曲率对精度的影响:
在现场工作中,经常遇到曲面的试件,各种曲面对硬度测试结果的影响不同,在正确操作的情况下,冲击体落在试件表面瞬间的位置与平面试件相同。故通用支承环即可。但当曲面率小到一定尺寸时,由于平面条件的变形的弹性状态相差显著,会使冲头回弹速度偏低,从而使里氏硬度示值偏低。
冲头在落于试件曲面时与落于平面上有如下偏差:
对于凸球面试件,可根据下列式中计算出冲头在冲击瞬间比平面条件提前冲击的距离偏差。
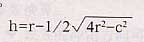
式中 h-------距离偏差
r---------试件曲率半径
c---------支撑环内端口直径
对于凹曲面试件,亦可根据上式计算出距离偏差,但C改为:支撑环外径
对于随机配置的大支撑环(内、外径分别为8mm,19.5mm)小支撑环(内外径分别为8mm、13.5mm),一般要求距离偏差不大于0.5mm,此要求也适用于焊缝余高等硬度引起的距离偏差。
数据换算产生的误差
里氏硬度换算为其他硬度时的误差包括两个方面,一方面是里氏硬度本身测量误差,着涉及到按同一方法重复进行试验时的分散和对于多台同型号里氏硬度计的误差。另一方面是比较不同硬度试验方法所测硬度产生的误差,这是由于各种硬度试验方法之间不存在明确的物理关系,并受到相互比较中测量不可靠性影响的原因。
本仪器的硬度换算是自动完成的,故可用布氏、洛氏、维氏硬度标准块直接确定硬度仪的换算误差。
特殊材料引起的误差
① 存贮在硬度仪中的换算表对下列钢种可能产生偏差;
高合金钢
A. 所有奥氏体钢
B.在高速钢中,耐热工具钢和莱氏体铬钢(工具钢类)硬制材料(莱氏体碳化物、例如M7C3和M6C)会引起弹性模量增加,从而使L值偏低。这类钢应在横截面上进行测试。
C.局部冷却硬化,例如由于切削或不适当的试样制备也会引起L值偏高。
磁性钢
在检验磁性材料硬度时,由于磁场影响,会使L值偏低如磁场较强,建议不用此种测试方法。
表面硬化钢
表面产生硬化的材料,尤其是经表面处理的钢,由于基体软。会使L值偏低,当硬化层大于0.8mm时(C冲击装置为1.2mm),则不影响L值。
②对于特殊材料可以用以下方法,自己建立对此关系。
A、试验面必须仔细制备
B、如不进行耦合,选择的试样尺寸尽可能大
C、试样硬度在硬度仪换算范围内
D、用相应测量范围的硬度块检查静态硬度计准确性。
E、在试样上用静态硬度计测三个点并在压痕周围用里氏硬度仪测出五个值,取其平均值。如下图比较两种方法测出的硬度值即可得出误差范围。也可用一组不同硬度试样用上述方法绘出换算曲线。
例如:3个布氏硬度压痕
3×5个里氏测量值
齿轮检测中的误差
一般情况下,时代里的里氏硬度仪对于模数大于7的齿轮面的检测是可以保证精确度的,但齿轮模数小于7时,由于齿面较小,测试误差相对较大,对此用户可根据情况设计相应的工装,将有助于减小误差。
材料弹性、塑性的影响
里氏值除与硬度、强度相关外,更与弹性模量有关,硬度值是材料硬度和塑性的特征参数,因为两者的成分必然是共同测定的。
在弹性部分,首先明显受E模量影响,在这方面当材料的静态硬度相同,而E值大小不同时,E值低的材料,L值较大。
根据材料的弹性模量、合金类型及 热处理状态可以对各种材料分类。
热轧方向造成的误差
当被测工件系热轧工艺成形时,如果测试方向一致,会因弹性模量“E”偏大而造成测试值偏低,故测试方向应垂直于热轧方向。例如:测圆柱件截面硬度时,应在径向测试为好(一般圆柱件热轧方向为轴向)。
其他因素的影响
① 对管件测试时需注意以下几点:
A.管件注意稳固支撑
B.测试点应靠近支撑点且与支撑力平行
C.管壁较薄时在管内放入适当芯子
② 在热处理过程,有时会造成金属材质发生改变(如20Ge钢经渗碳——卒或后有合金结构钢变成低合金工具钢),在此情况下,就注意选择适当的金属材料选择键。
③工件本身的硬度离散也造成试值重复性误差,应根据经验分析硬度分布,合理解释试值误差。
④操作方法、试样制备、探头配置如不正确、也会造成误差,解决方法请见前几章所述。
8、故障分析与维修
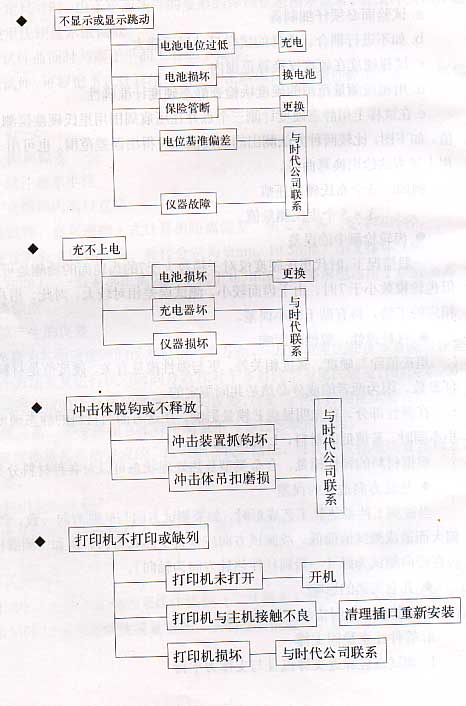

当用标准洛氏硬度块进行验定时,误差均大于2HRC时,可能是球头磨损失效,应考虑更换球头或冲击体。
当硬度计出现其他不正常现象时,请用户不要拆卸或调节任何固定培植之零部件,填妥善保修卡后,交由我公司维修部门,执行保修条件。仪器在我公司停留时间一般不超过一周。
9 非保修零件清单
1、外壳
2、打印机仓盖
3、面板
4、冲击体
5、支承环部件
6、探头线
7、色带
10 “标准里氏硬度块”的使用说明
标准“里氏硬度块”是硬度计量的一项新标准计量器具,用于里氏硬度计的周期验定和日常校验,从1991年1月1日正式进行里氏硬度量值传递,为让有关硬度计量与试验人员了解并正确使用,作简要介绍:
《里氏硬度计》国家计量验定规程(JJG747-91)对里氏硬度计里氏硬度示值误差和示值重复性的规定和有关要求列于下表(即JJG747-91正文第3页表3),表中规定适用于新制造、使用中和修理后的金属里氏硬度计。
*示值误差δ=HLD-HLD
式中:HLD——5点里氏硬度测定值的算术平均值
HLD——标准里氏硬度块的硬度值
*示值重复性b=HLDmax-HLDmin
s式中=HLDmax_---5点里氏硬度测定值最大值
HLDmin-----5点里氏硬度测定值最小值
*该项也可为HLDC、HL(D+15)、HLC或HLE
|
冲击装置 |
冲击方向 |
冲击修正值 |
标准里氏硬度块里氏硬度值HL |
里氏硬度计的示值误差 |
里氏硬度计的示值重复性 |
|
D |
|
0 |
75-830 490-570 |
±12HLD ±12HLD |
12HLD 12HLD |
|
DC |
|
0 |
同上 |
±12HLDC ±12HLDC |
12HLDC 12HLDC
|
|
D+15 |
|
0 |
755-835 500-580 |
±12HL(D+15) ±12HL(D+15) |
12HL(D+15) 12HL(D+15) |
|
C |
|
0 |
810-890 550-630 |
±12HLC ±12HLC |
12HLC 12HLC
|
|
E |
|
0 |
715-795 470-550 |
±12HLE ±12HLE |
12HLE 12HLE
|
|
G |
|
0 |
550-630 460-540 |
±12HLG ±12HLG |
12HLG 12HLG |






11、里氏硬度计的“检修、检定”服务
HLN-11系列里氏硬度计,已遍布全国各行各业,在工业生产中发挥了重要作用。为保证您单位使用的里氏硬度计时刻处于完好状态,量值准确、可靠、检测零部件能获得准确数据,进而保证您单位生产的顺利进行,经与有关方面协商,由中国计量科学研究院和我公司联合为您进行检修、检定服务。
检修:对硬度计的主机、冲击装置进行使用性能检查、关键件维护及故障排除。
检定:按《里氏硬度计检定规程》(JJG747-91)规定检定里氏硬度计的示值误差和重复性,合格者发《检定证书》。
检修 和检定没年进行一次,用户可根据本机使用时间送检,如有特别要求也可随时送检。
送检程序:贵单位若需上述服务,请与我们联系。


实验仪器
站内导航
如何付款
如何来访
运输及费用
友情链接
ENGLISH
集团网站
无锡建仪实验器材有限公司 地址:无锡市滨湖区蠡湖商务园35号 邮编:214125
电话:0510-85191518 传真:0510-85191517 邮箱:wx_jy17@163.com
版权所有,未经允许不得使用本站商标图片和文章
苏ICP备13061772号-3
![]() 苏公网安备 32021102001268号
苏公网安备 32021102001268号